क्लिअरन्स अंतर्गत पाईप कसे वेल्ड करावे. सीलिंग सीम कसे वेल्ड करावे
आता रूट वेल्डिंग करताना नियमांबद्दल.
आपण त्यापैकी किमान एकाचे उल्लंघन केल्यास, आपण शुद्ध, उच्च-गुणवत्तेच्या रूटवर विश्वास ठेवू शकत नाही.
बोथटपणा 2 मिमी(कमीपेक्षा थोडे अधिक चांगले).
पाईपमध्ये वारा किंवा मसुदा नसावा(एक हलकी झुळूक देखील छिद्र आहे).
रहिवाशांना पाण्याची खूप भीती वाटते, इलेक्ट्रोड सुकले आहेत(पाईप देखील उबदार आणि कोरडे आहे).
वेल्डिंग करंट जास्त नसावे(धातूची रचना आणि छिद्रांमध्ये अडथळा आणतो).
लहान चाप(कोटिंगसह वेल्ड पूलला हलके स्पर्श करा, अगदी हलके).
योग्य मंजुरी(जाडीवर अवलंबून असतेपाईपच्या भिंती आणि ज्या धातूपासून पाईप बनवले जाते).
रील तयार करत आहे.
पुनरावृत्ती टाळण्यासाठी, लेख वाचा: प्रकाशासाठी स्वच्छ जॉइंट कसे वेल्ड करावे. आम्ही कॉइल तयार केली आहे, अंतर 2.6 मिमी (पॅडेड इलेक्ट्रोडसह) वर सेट केले आहे. आम्ही शक्यतो 15 मिमी लांब खड्डे पकडतो. पाईप 219. भिंतीची जाडी 8 मिमी. हे शिकण्यासाठी सर्वात सोपा पाईप आहे.
चला रूट शिजविणे सुरू करूया.
उडताना शिकणे चांगले. उभ्या शिजवा, सुरुवातीला ते सर्वात सोपे आहे. आरामात बसा, इलेक्ट्रोड पाईपला लंब असतो आणि इलेक्ट्रोड पाईपच्या अक्षाकडे निर्देशित केला जातो किंवा किंचित वर केला जातो. ते वाढवणे आणखी चांगले आहे.
एक चाप लावा, करंट बरोबर आहे, (वाचा: क्लीअरन्ससाठी क्लीन जॉइंट कसे वेल्ड करावे) शॉर्ट आर्क, ब्लंटिंग वितळवा आणि तुम्हाला पाईप्समधील स्वच्छ शिवणाची सुरुवात होईल. सावकाश, सावकाश शिजवा, वर्तमान लहान आहे, धातू चिकट आहे. तुम्हाला दिसेल की वितळलेला बोथटपणा दोन्ही बाजूंनी एक खिडकी बनवतो. या विंडोला तंत्रज्ञान विंडो म्हणतात.
रूट वेल्डिंग करताना, वेल्डरसाठी तांत्रिक विंडो ही सर्वात महत्त्वाची गोष्ट असते. तांत्रिक विंडोचा वापर करून, वेल्डरला आत प्रवेश करणे, रुंदी आणि उंचीची कल्पना असते (पाईपच्या आत वेल्डिंग सीम, ज्याला प्रवेश देखील म्हणतात). सर्वसाधारणपणे, तांत्रिक खिडकी आत प्रवेश आहे की नाही हे सूचित करते.
प्रोवरला पाईप कटिंगच्या काठाचे फ्यूजन म्हणतात (पाईप कापणे हे एक चेंफर आहे आणि आमच्या बाबतीत ब्लंटिंग आहे).
कॉइल 20cm पेक्षा जास्त रुंद नसावी जेणेकरुन पाईपच्या आतील शिवण (प्रवेश) तपासणे सोयीचे होईल. एक अरुंद कॉइल त्वरीत गरम होईल आणि उष्णता शोषण योग्यरित्या कार्य करणार नाही.
थोडेसे उकळल्यानंतर, काय होते ते पहा, समायोजन करा आणि आणखी शिजवण्याचा प्रयत्न करा. जोपर्यंत तुम्ही आत्मविश्वासाने उभ्या वेल्डिंग कसे करावे हे शिकत नाही तोपर्यंत कमाल मर्यादेवर चढू नका, माझ्यावर विश्वास ठेवा, ते आणखी वाईट होईल. आत्मविश्वासाने उभ्या शिजविणे शिकल्यानंतर, आपल्याला कमाल मर्यादेपासून आणि नंतर कमाल मर्यादेपासून उभ्यापर्यंत काय मागणी करावी हे समजेल. तळाची स्थिती सर्वात कठीण आहे, ती शेवटची शिजवायला शिका.
रूट वेल्डिंग करताना, लक्षात घ्या की मोठा बॅक बीड अंतर्गत छिद्रांना प्रवण आहे. मोठ्या रिटर्न रोलरला थंड होण्यासाठी जास्त वेळ लागतो आणि त्याला बाह्य वातावरणाशी प्रतिक्रिया देण्यासाठी वेळ असतो. आणि जर पाईपमध्ये वारा किंवा मसुदा देखील असेल तर हे छिद्र दिसण्याची जवळजवळ हमी आहे.
रूट वेल्डिंग करताना, विद्युत प्रवाह असा असावा की धातू एका सेकंदात तुमच्या मागे थंड होईल (क्रिस्टलायझ होईल). आत प्रवेश करणे (पाईपच्या आत शिवणाची उंची) शून्य ते एक मिलीमीटरच्या श्रेणीत ठेवणे चांगले.
एका लहान कंटाळवाणासह, आपल्याकडे विसंबून राहण्यासारखे काहीही नाही आणि तांत्रिक विंडो दिसणार नाही, परंतु एक छिद्र जेथे धातू अनियंत्रितपणे वाहू लागेल आणि कमाल मर्यादेवर सॅगिंग होईल.
भिंतीच्या जाडीनुसार अंतर 1 मिमी ते 2 मिमी पर्यंत असावे. अत्यंत प्रकरणांमध्ये, 2.5 मिमी. एक मोठे अंतर देखील जवळजवळ अंतर्गत छिद्रांची हमी असते.
आणि म्हणून, आम्ही एक तांत्रिक विंडो पाहिली, आम्ही दोन्ही बाजूंनी ब्लंटिंग समान रीतीने वितळतो, वेल्डिंग सीम वर येतो. संपूर्ण मुद्दा असा आहे की आपण सतत तांत्रिक विंडो पहात आहात, जी प्रवेशाची हमी आहे. परंतु खिडकी स्वतःच दिसणार नाही; ती नेहमी समान व्यासाची आहे याची खात्री करण्यासाठी तुम्ही तुमचे सर्व कौशल्य वापरावे. आणि हे नैसर्गिकरित्या तुमचे प्रवेश आहे, ते समान, समान उंची आणि रुंदी असेल. नंतर, कालांतराने, आपण नैसर्गिकरित्या रिव्हर्स रोलरची उंची तयार करण्यास शिकाल, ते स्वतःच येईल.
तांत्रिक विंडोचा व्यास मोठा बनवू नका, तीन मिमी पर्यंत, अधिक आवश्यक नाही. मोठे तंत्रज्ञान. खिडकी ही एक अंतर्गत छिद्र आहे. शिवाय, छिद्र खूप कपटीपणे स्थित आहेत आणि ते विभागातील पाईप भिंतीच्या जाडीमध्ये गुंतलेले दिसत नाहीत, परंतु चित्रपटावर ते अगदी स्पष्टपणे आणि नैसर्गिकरित्या दृश्यमान आहेत: दुरुस्ती. मी मुळातील छिद्रांचे नेहमीचे स्थान चित्रात चित्रित करण्याचा प्रयत्न करेन.

आपण हे करू शकत नसल्यास, सर्व प्रथम वर्तमान सामर्थ्याकडे लक्ष द्या (आम्ही कॉइलच्या योग्य असेंब्लीबद्दल चर्चा करत नाही, सर्वकाही परिपूर्ण असणे आवश्यक आहे). जर विद्युत् प्रवाह लहान असेल, तर तुम्हाला तांत्रिक खिडकी दिसणार नाही; जर विद्युत् प्रवाह मोठा असेल, तर खिडकी नसेल, तर एक छिद्र असेल जिथे धातू गर्दी करेल.
मोठ्या प्रवाहासह, विविध चतुर हालचाली करण्याची आवश्यकता नाही जी विद्युतप्रवाह विझवते, फक्त स्प्रिंग (गिट्टी, गिटार) वर प्रवाह सोडा. जर सर्व काही बरोबर असेल तर रूट अगदी सहज शिजते. शिजवा, काय होते ते पहा, आपल्या डोक्यात समायोजन करा आणि प्रयत्न करा (सराव). नंतर, जेव्हा तुम्हाला उभ्या मिळेल तेव्हा कमाल मर्यादा वापरून पहा किंवा हळूहळू स्वतःला तळाशी कमी करा आणि वर जा.
अद्याप कोणीही वेल्डर जन्माला आलेला नाही, परंतु एक सत्य आहे: काही लोकांना ते इतरांपेक्षा वेगाने मिळते. म्हणून, जर तुम्ही ते करू शकत नसाल तर निराश होऊ नका आणि हार मानू नका, ज्यांनी पटकन पकडले आणि शांत झाले त्यांच्यापेक्षा तुम्ही कदाचित चांगले शिजवाल.
आता रहस्यांबद्दल.
माझ्यावर विश्वास ठेवा, तेथे कोणीही नाही. वेल्डरला फक्त वैयक्तिक अनुभव असतो. म्हणूनच आम्ही आमचे वैयक्तिक अनुभव शेअर करतो.
8 - 10 मिमीच्या भिंतीसह पाईपच्या मुळास वेल्डिंग करताना, भरणासह ते ताबडतोब वेल्ड करणे चांगले आहे. 12 मिमी किंवा त्यापेक्षा जाडीच्या भिंतीसाठी, भरणे स्वतंत्रपणे वेल्डेड करावे लागेल. इलेक्ट्रोड स्ट्रोक त्रिकोणासारखा दिसतो. काठापासून काठापर्यंत, आम्ही तांत्रिक खिडकीकडे पाहिले (पाहिले, म्हणजे इलेक्ट्रोडसह, तांत्रिक विंडो चिन्हांकित केली), थोडेसे मागे आणि पुन्हा काठावरुन आणि तांत्रिक विंडोमध्ये इ. काठावरुन काठावर जाताना, चेम्फरच्या कडांना फ्यूज करू नका; क्लॅडिंग वेल्डिंग करताना ते तुमच्यासाठी मार्गदर्शक म्हणून काम करतील.
परंतु अशी हालचाल कमाल मर्यादेवर कार्य करणार नाही; ती खाली येईल. ते का ढासळले, याचे उत्तर लेखात आहे: क्लिअरन्ससाठी क्लीन जॉइंट कसे वेल्ड करावे. जरी, इतर लोकांच्या क्षमता कोणाला माहित आहेत.
10 मिमी किंवा त्याहून अधिक जाडीसाठी, तीन पासमध्ये शिजवा. रूट, भरणे, तोंड देणे. परंतु जर तुम्हाला 10 मिमीची भिंत बनवायची असेल, तर तुम्ही ती दोन पासांमध्ये काढू शकता.
इलेक्ट्रोडच्या स्ट्रोकचे नियमन करणे अशक्य आहे, ते परिस्थितीनुसार बदलते, मुख्य गोष्ट म्हणजे नियमांचे पालन करणे, आम्ही फक्त तळापासून वर वेल्ड करतो आणि वेल्ड पूलला गॅस क्लाउडच्या संरक्षणापासून दूर फेकत नाही. आम्ही इलेक्ट्रोडसह मोठ्या हालचाली करत नाही, 5 मिमी पेक्षा जास्त नाही.
टिपा वाचल्यानंतर, आपण स्पष्टपणे समजून घेतले पाहिजे की काय करणे आवश्यक आहे आणि काय केले जाऊ शकत नाही. बाकी सर्व काही तुमच्यावर अवलंबून आहे, हळूहळू, शांतपणे, काळजीपूर्वक; गती स्वतःच येईल. मी लहान असताना, 35 वर्षांचा अनुभव असलेला एक वेल्डर म्हणाला: चांगले वेल्ड करायला शिका, ते स्वतःच खराब होईल.
रूट वेल्डिंगची पुढची पायरी म्हणजे वेल्डिंग शिकणे जेणेकरून एक इलेक्ट्रोड कुठे पंप केला आणि दुसरा सुरू झाला ते दिसत नाही. रिटर्न बीड क्रेटर्सपासून मुक्त असणे आवश्यक आहे (वेल्डमध्ये छिद्र) आणि फ्यूजन नसणे. जेणेकरून इलेक्ट्रोडच्या शेवटी कोणतेही स्थिर छिद्र आणि छिद्र नसतील.
सर्व चित्रे बाजूने क्रॉस-सेक्शनल असतील. जेव्हा आपण पाईपला टॅक करता (रूट उकळवा), वेल्ड सीम असे दिसते.
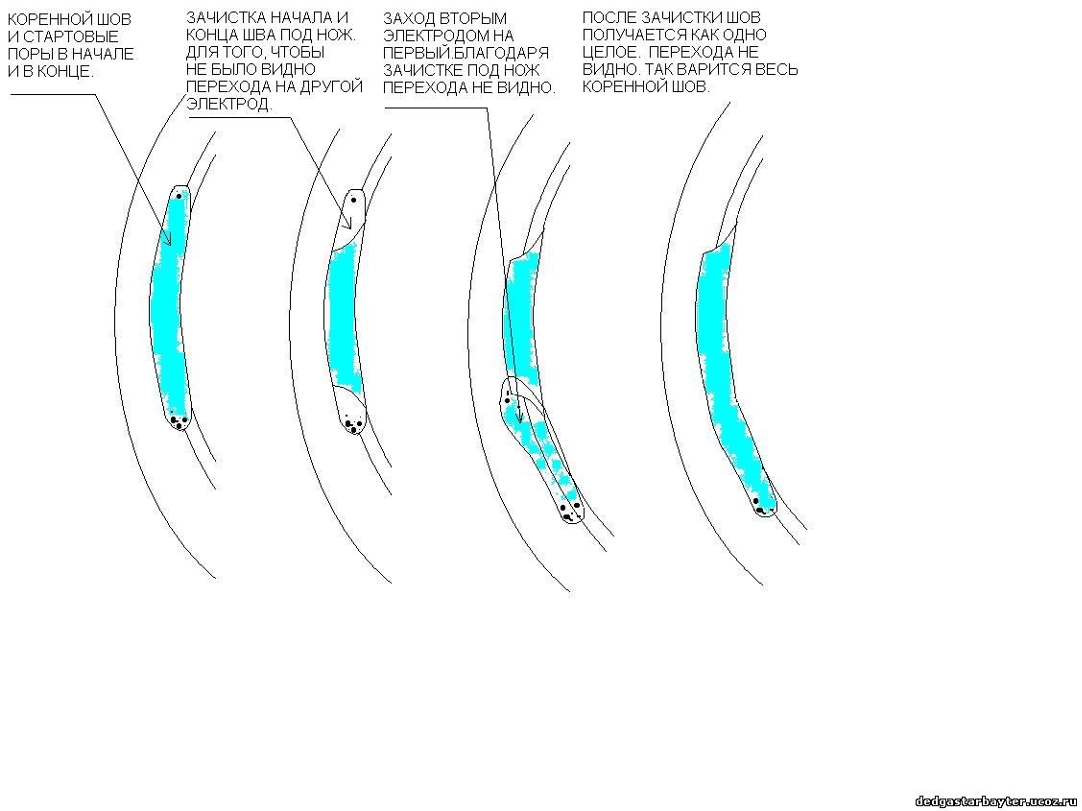
आपण पहाल की वेल्डच्या सुरूवातीस आणि शेवटी, छिद्र तयार होतात - ही एक अपरिहार्य प्रक्रिया आहे. चित्रपटावरील अशा छिद्र एक दुरुस्ती आहेत. दुरुस्तीवर अवलंबून राहू नका, ही एक अतिशय कपटी प्रक्रिया आहे. दुरुस्ती दरम्यान, विविध बारकावेमुळे शिजविणे अधिक कठीण आहे. जेव्हा तुम्ही काम सुरू करता तेव्हा तुम्हाला हे समजेल, हे समजण्यास बराच वेळ लागेल. असे समजू नका की सर्व काही प्रथमच दुरुस्त केले जाऊ शकते, चार दुरुस्ती आहेत आणि नंतर सांधे कापली जातात. म्हणून, आपला वेळ घ्या, हळूहळू, प्रथमच ते योग्य करा. सँडर उचलण्यात आळशी होऊ नका, तो तुमचा सर्वोत्तम सहाय्यक आहे.
चला पाईप 159 वेल्ड करूया, स्टेप बाय स्टेप विभागात.
आम्ही सर्व नियमांनुसार संयुक्त एकत्र केले, ते विभागात पकडले - हे असे झाले.

 वेल्डिंग करताना, आम्ही आत (प्रवेशासाठी) काय होते याकडे सर्व लक्ष देतो. बाहेरील बाजूस, एक ग्राइंडर आम्हाला मदत करेल; आम्ही इलेक्ट्रोडला फक्त शिवण झोनमध्ये फ्यूज करण्यास सुरवात करतो. जसे आपण पाहू शकता, रूट देखील कठीण नाही. स्वयंपाक करण्यासाठी. तुम्हाला फक्त सर्व पायऱ्या फॉलो कराव्या लागतील आणि सँडर उचलण्यात आळशी होऊ नका.प्रत्येक इलेक्ट्रोड नंतर एक ग्राइंडर उचलून थकल्या गेलेल्यांसाठी.
वेल्डिंग करताना, आम्ही आत (प्रवेशासाठी) काय होते याकडे सर्व लक्ष देतो. बाहेरील बाजूस, एक ग्राइंडर आम्हाला मदत करेल; आम्ही इलेक्ट्रोडला फक्त शिवण झोनमध्ये फ्यूज करण्यास सुरवात करतो. जसे आपण पाहू शकता, रूट देखील कठीण नाही. स्वयंपाक करण्यासाठी. तुम्हाला फक्त सर्व पायऱ्या फॉलो कराव्या लागतील आणि सँडर उचलण्यात आळशी होऊ नका.प्रत्येक इलेक्ट्रोड नंतर एक ग्राइंडर उचलून थकल्या गेलेल्यांसाठी.
इलेक्ट्रोड पूर्ण केल्यानंतर, धातू बबलसह फुगणार नाही याची खात्री करा,
असे झाल्यास, आपल्याला वेल्ड पूल योग्यरित्या सोडण्याची आवश्यकता आहे, आम्ही रूटबद्दल बोलत आहोत.
इलेक्ट्रोडसह टेक्नॉलॉजिकल विंडो दाबा (गॅपमध्ये पोक करा), मागे जा, चेम्फरवर डावीकडे
(अपरिहार्यपणे एक लहान चाप). तळाशी 4-5 मिमी हलवा, नंतर तळापासून उजवीकडे चंद्रकोर हलवा
chamfer आणि बाहेर पडा. एक लहान चाप आवश्यक आहे. मुद्दा असा आहे की आपण रूट थंड होऊ द्या
(स्फटिकीकरण), बाह्य वातावरणाच्या प्रभावापासून संरक्षण न करता.
वेळ दिसत नसल्यास, आपण सर्वकाही योग्यरित्या करत आहात, धातूला शक्य तितके थंड होऊ देऊ नका
त्वरीत इलेक्ट्रोड बदला आणि पुढे जा. ते थंड होऊ देऊ नका जेणेकरून संक्रमण दृश्यमान होणार नाही.
इलेक्ट्रोड पासून इलेक्ट्रोड पर्यंत
उकडलेल्या रचनांचे विश्लेषण करण्याची योजना:
उकडलेले
रचनेनुसार शब्दांचे विश्लेषण.
"उकडलेले" शब्दाची रचना:
जोडणारा स्वर: अनुपस्थित
पोस्टफिक्स: अनुपस्थित
मॉर्फिम्स - उकडलेले शब्दाचे भाग
उकडलेलेत्याच्या रचनानुसार उकळलेल्या शब्दाचे तपशीलवार विश्लेषण. शब्दाचे मूळ, उपसर्ग, प्रत्यय आणि शब्दाचा शेवट. उकडलेल्या शब्दाचे मॉर्फेमिक विश्लेषण, त्याची योजना आणि शब्दाचे भाग (मॉर्फिम्स).
- मॉर्फिम्स योजना: var/en/y
- मॉर्फिम्सद्वारे शब्द रचना: रूट/प्रत्यय/अंत
- रचना द्वारे उकळलेल्या शब्दाचा आकृती (बांधकाम): रूट var + प्रत्यय en + शेवट y
- उकडलेले शब्दातील मॉर्फिम्सची यादी:
- var - रूट
- en - प्रत्यय
- y - समाप्त
- मॉर्फिम्सचे प्रकार आणि उकडलेल्या शब्दात त्यांची संख्या:
- उपसर्ग: अनुपस्थित - 0
- मूळ: var - 1
- जोडणारा स्वर: अनुपस्थित - 0
- प्रत्यय: en - 1
- पोस्टफिक्स: अनुपस्थित - 0
- समाप्त: व्या - 1
शब्दातील एकूण मॉर्फिम्स: 3.
शब्दाचे व्युत्पन्न विश्लेषण उकळले
- मूळ शब्द: वरेन;
- व्युत्पन्न प्रत्यय: उपसर्ग अनुपस्थित, प्रत्यय en, पोस्टफिक्स अनुपस्थित;
- शब्द रचना: ○ प्रत्यय;
- शिक्षण पद्धती: व्युत्पन्न, कारण ते 1 (एक) मार्गाने तयार होते.
इतर शब्दकोशांमध्ये देखील पहा:
संज्ञानात्मक शब्द... हे असे शब्द आहेत ज्यांचे मूळ आहे... भाषणाच्या वेगवेगळ्या भागांशी संबंधित, आणि त्याच वेळी अर्थाच्या जवळ... उकडलेले शब्द यमक
एकवचनी आणि अनेकवचनी प्रकरणांनुसार उकळलेला शब्द नाकारा.... केसांद्वारे उकळलेल्या शब्दाचे अवनती
"उकडलेले" या शब्दाचे संपूर्ण रूपात्मक विश्लेषण: भाषणाचा भाग, प्रारंभिक फॉर्म, मॉर्फोलॉजिकल वैशिष्ट्ये आणि शब्दाचे स्वरूप. भाषा विज्ञानाची शाखा जिथे शब्दांचा अभ्यास केला जातो... उकडलेले मॉर्फोलॉजिकल विश्लेषण
उकडलेले शब्दातील ताण: कोणत्या अक्षराचा ताण आहे आणि कसा... "उकडलेले" हा शब्द योग्यरित्या लिहिला आहे... शब्दावर जोर दिला उकळला
"उकडलेले" साठी समानार्थी शब्द. ऑनलाइन समानार्थी शब्दकोष: "उकडलेले" शब्दासाठी समानार्थी शब्द शोधा. समानार्थी शब्द, समानार्थी शब्द आणि अभिव्यक्ती अर्थाच्या जवळ... उकडलेले समानार्थी शब्द
अक्षरे मिसळून, उकळलेल्या शब्दासाठी ॲनाग्राम (एक ॲनाग्राम बनवा). उकडलेले शब्दासाठी ॲनाग्राम
अक्षरांमधून ॲनाग्राममध्ये शब्द बनवा. आपण "उकडलेले" अक्षरे प्रविष्ट केली आहेत, त्यांच्यापासून आपण खालील शब्द बनवू शकता ... दिलेल्या अक्षरांमधून उकडलेले शब्द बनवा
शब्दाचे मॉर्फेमिक विश्लेषण उकळले
शब्दाच्या मॉर्फेमिक विश्लेषणास सामान्यत: रचनेनुसार शब्दाचे विश्लेषण असे म्हणतात - हे दिलेल्या शब्दामध्ये समाविष्ट केलेल्या मॉर्फेम्सचे (शब्दाचे भाग) शोध आणि विश्लेषण आहे.
उकडलेले शब्दाचे मॉर्फेमिक विश्लेषण अगदी सोपे आहे. हे करण्यासाठी, विश्लेषणाचे सर्व नियम आणि क्रम पाळणे पुरेसे आहे.
चला मॉर्फेमिक पार्सिंग योग्यरित्या करूया आणि हे करण्यासाठी आपण फक्त 5 पायऱ्या पार करू:
- शब्दाच्या भाषणाचा भाग निश्चित करणे ही पहिली पायरी आहे;
- दुसरा - आम्ही शेवट हायलाइट करतो: परिवर्तनीय शब्दांसाठी आम्ही एकत्र करतो किंवा नाकारतो, अपरिवर्तनीय शब्दांसाठी (gerunds, क्रियाविशेषण, काही संज्ञा आणि विशेषण, भाषणाचे सहायक भाग) - कोणतेही शेवट नाहीत;
- पुढे आपण आधार शोधतो. हा सर्वात सोपा भाग आहे कारण स्टेम परिभाषित करण्यासाठी आपल्याला फक्त शेवट कापण्याची आवश्यकता आहे. हा शब्दाचा आधार असेल;
- पुढील पायरी म्हणजे शब्दाचे मूळ शोधणे. आम्ही उकडलेले (त्यांना कॉग्नेट्स देखील म्हटले जाते) साठी संबंधित शब्द निवडतो, नंतर शब्दाचे मूळ स्पष्ट होईल;
- त्याच प्रकारे तयार झालेले इतर शब्द निवडून आपण उर्वरित मॉर्फिम्स शोधतो.
तुम्ही बघू शकता, morpheme पार्सिंगहे करणे सोपे आहे. आता या शब्दाच्या मूळ मॉर्फिम्सवर निर्णय घेऊ आणि त्याचे विश्लेषण करू.
*शब्दाचे मॉर्फेमिक विश्लेषण (रचनेनुसार शब्दाचे विश्लेषण) - शोध मूळ , कन्सोल , प्रत्यय , पदवीआणि शब्द मूलभूत वेबसाइटवरील त्याच्या रचनेनुसार शब्दाचे विश्लेषण मॉर्फेमिक विश्लेषणाच्या शब्दकोशानुसार केले जाते. - निवडतानासेलेरी, आपण हिरव्या वस्तुमानाच्या रंग आणि संरचनेकडे लक्ष दिले पाहिजे. ताज्या सेलेरीमध्ये हलक्या हिरव्या, चमकदार देठ असतात. गडद-रंगाच्या देठांना उग्र चव असते, परंतु त्यात अधिक व्हिटॅमिन ए असते. तुम्ही विशेषतः गडद रंगाच्या शिरा असलेल्या पिवळसर, लंगड्या दिसणाऱ्या सेलेरीबद्दल सावधगिरी बाळगली पाहिजे. अशा वनस्पतीला नकार देणे चांगले आहे, कारण त्यात क्षय होण्याची प्रक्रिया आधीच सुरू झाली आहे.वनस्पतीचे दांडे श्रीमंतव्हिटॅमिन ए (निरोगी दृष्टी आणि प्रतिकारशक्ती), व्हिटॅमिन बी (सेल्युलर स्तरावर मज्जासंस्थेचे कार्य आणि ऊर्जा चयापचय), पोटॅशियम (मेंदूचे कार्य आणि ऍलर्जीक प्रतिक्रियांचे सुधार), जस्त (त्वचेच्या पेशींचे नूतनीकरण). ताज्या भाजी किंवा कोशिंबीर बनवण्यासाठी उपयुक्त अशी एक वनस्पती रस शरीरावर एक सामान्य मजबूत प्रभाव आहे.
भाजी किंवा कोशिंबीर बनवण्यासाठी उपयुक्त अशी एक वनस्पती अनेकदा वापरविविध आहारांमध्ये. या वनस्पतीचे नियमित सेवन केल्यास शरीरातील चैतन्य टिकवून अतिरिक्त वजन कमी होण्यास मदत होते. थायरॉईड रोग, उच्च रक्तदाब, ऍलर्जी, सर्दी आणि सर्वसाधारणपणे शरीराची रोगप्रतिकारक शक्ती वाढवण्यासाठी सेलरी आहाराचे पालन करणे विशेषतः उपयुक्त आहे.
सेलेरी - कमी कॅलरीवनस्पती. 100 ग्रॅम देठात फक्त 13 किलोकॅलरी असतात.
सप्टेंबर-ऑक्टोबरमध्ये, सीझनमुळे सेलरी खूप स्वस्त आहे, आपण ते अधिक खरेदी करू शकता आणि तयार करू शकता
लिकोरिस हे वरच्या श्वसनमार्गाच्या जळजळीच्या उपचारांमध्ये मोठ्या प्रमाणावर वापरले जाणारे एक वनस्पती आहे. कफ द्रवीकरण आणि काढून टाकण्याची क्षमता हे त्याच्या मुळाच्या वैशिष्ट्यांपैकी एक आहे. ओतणे फार्मसीमध्ये तयार खरेदी केले जाऊ शकते किंवा आपण ते स्वतः तयार करू शकता. घरी ज्येष्ठमध कसे तयार करावे? पाककृती काय आहेत? आपण आमच्या लेखातून याबद्दल शिकाल.
ज्येष्ठमध योग्यरित्या कसे तयार करावे
ज्येष्ठमध रूट कसे तयार करावे
एक औषधी ओतणे प्राप्त करण्यासाठी, आपण वनस्पती brewing नियमांचे पालन करणे आवश्यक आहे.
तुला गरज पडेल:
- ठेचलेले ज्येष्ठमध राईझोम (30 ग्रॅम);
- गरम पाणी (300 मिली).
येथे अनेक मार्ग आहेत.
ज्येष्ठमध रूट एका सॉसपॅनमध्ये ठेवा आणि 200 मिली उकळत्या पाण्यात घाला. सुमारे 15 मिनिटे वॉटर बाथ वापरून रचना उबदार करा. नंतर मटनाचा रस्सा पूर्णपणे थंड होऊ द्या. द्रव खोलीच्या तपमानावर पोहोचल्यानंतर, सुजलेल्या राइझोमचे कण पूर्णपणे काढून टाकून ते फिल्टर करणे आवश्यक आहे. मटनाचा रस्सा मध्ये आवश्यक प्रमाणात थंड उकडलेले पाणी ओतून परिणामी व्हॉल्यूम मूळ व्हॉल्यूम (200 मिली) वर आणा.
आपण कमी श्रम-केंद्रित पद्धतीने डेकोक्शन तयार करू शकता. थर्मॉसमध्ये 30 ग्रॅम ठेचलेले लिकोरिस राईझोम ठेवा आणि उकळत्या पाण्यात (200 मिली) घाला. थर्मॉसमधील सामग्री अधूनमधून हलवून सुमारे अर्धा तास बसू द्या. नंतर मटनाचा रस्सा कापसाचे किंवा रस्सा कापसाचे किंवा रेशमाचे तलम पारदर्शक कापड अनेक थर माध्यमातून किंवा एक चाळणी माध्यमातून सर्व रूट कण काढण्यासाठी पास. थर्मॉसमध्ये पुन्हा भरा. प्रत्येक मुख्य जेवणाच्या अर्धा तास आधी ग्लासचा एक तृतीयांश भाग घ्या.
या पर्यायाचा फायदा म्हणजे ओतण्याचे स्थिर तापमान: पेय नेहमी उबदार राहते आणि वापरण्यापूर्वी ते गरम करण्याची गरज नाही. याव्यतिरिक्त, थर्मॉसचे बंद झाकण डेकोक्शनचे बाष्पीभवन प्रतिबंधित करते, ज्यामुळे ते मोठ्या संख्येने उपयुक्त घटक राखून ठेवते.
ज्येष्ठमध इतर औषधी वनस्पतींसह देखील तयार केले जाऊ शकते. गरज पडेल:
- ज्येष्ठमध राईझोम (30 ग्रॅम);
- गुलाब नितंब (30 ग्रॅम);
- लाल रोवन बेरी (30 ग्रॅम);
- ठेचून पिवळ्य फुलांचे एक रानटी फुलझाड rhizome (10 ग्रॅम);
- रेडिओला गुलाब रूट (10 ग्रॅम).
तुम्हाला रेसिपीमध्ये दिलेल्या घटकांचे प्रमाण मिसळावे लागेल. मिश्रणाचे दोन चमचे थर्मॉसमध्ये ठेवा आणि 0.5 लिटर उकळत्या पाण्यात घाला. 3 तास सोडा.
फिल्टर केलेले ओतणे एका काचेच्या एक तृतीयांश दिवसातून तीन वेळा घ्या. प्रथम, आपण द्रव मध्ये मध एक चमचे विरघळली करणे आवश्यक आहे. उपचार कालावधी 3-4 आठवडे आहे. खोकल्यापासून मुक्त होण्याव्यतिरिक्त, रोगप्रतिकारक संरक्षणामध्ये वाढ होते.
NAKS वेल्डर कसे मिळवायचे? प्रमाणपत्रासाठी एक दिवस दिला जातो. तुम्ही परीक्षा एखाद्या एंटरप्राइझमध्ये नाही तर एखाद्या प्लांटमध्ये किंवा संस्थेत देत असाल तर सकाळी या आणि तयारीला लागा. तयार केल्यानंतर, तुम्हाला पाईपचे दोन तुकडे (कॉइल) दिले जातात आणि तुम्ही ते उजेडात शिजवता. आपल्याला कडा देखील तयार करणे आवश्यक आहे - 45 अंशांपर्यंत चेंफरिंग करणे, पाईप्समध्ये सामील होणे (यासाठी बूथमध्ये एक विशेष क्लॅम्प असणे आवश्यक आहे), त्यांना टॅक करणे.
तुमची स्वतःची साधने आणि उपभोग्य वस्तूंसह, प्रमाणपत्रासाठी तयार असणे चांगले. एक पिशवी खरेदी करणे छान होईल ज्यामध्ये सर्व काही कॉम्पॅक्टपणे पॅक केले जाऊ शकते आणि कोणत्याही समस्यांशिवाय वाहतूक केली जाऊ शकते. आपल्याला आपल्यासोबत घेणे आवश्यक आहे:
2.6 व्यासासह 2-3 किलोग्रॅम LB 52U कोबेलको इलेक्ट्रोड, कारण ते प्रमाणित आहेत. जागीच तुम्हाला बहुधा इलेक्ट्रोड्स दिले जातील, पण ते LB असण्याची शक्यता नाही, ते तुम्हाला Merov’s (MP-3) देतील, ज्याचा वापर शिवण किंवा SSSI करण्यासाठी केला जाऊ शकत नाही. त्या. तुमचे इलेक्ट्रोड घेऊन येणे आणि तुम्ही प्रशिक्षण घेत असताना त्यांना ओव्हनमध्ये ठेवण्यास सांगणे चांगले आहे;
मध्यभागी भागांसाठी जेणेकरून ते हलणार नाहीत;
;
. ग्राइंडिंग व्हील्स, कटिंग व्हील, मेटल ब्रश. वेल्डेड करण्यासाठी पाईपला काठापासून 30 मि.मी.च्या अंतरावर आतून आणि बाहेरून धातूच्या चमकापर्यंत साफ करणे आवश्यक आहे.
नियमित वायर ब्रश.
माझे तुम्हाला साइटवर प्रदान केलेला धारक कदाचित सैल असेल आणि इलेक्ट्रोड धरू शकत नाही.
(हे सर्वात महत्वाचे आहे). स्वस्त गिरगिट खरेदी करणे चांगले. परीक्षा उत्तीर्ण होण्यासाठी तुम्ही ते एकदाच खरेदी करू शकता.
वेबसाइटवरील लेख वाचा: |
(अल्ट्रासाऊंड किंवा क्ष-किरण) अंतर्गत NAKS प्रमाणपत्रासाठी वेल्डिंग पाईप्स
तयारीचे काम
ब्लँक्स म्हणून, 133 मिमी व्यासाचे आणि 4 मिमीच्या भिंतीची जाडी असलेल्या स्टीलच्या पाईपचे दोन तुकडे घ्या, समान रीतीने कापून घ्या (हे सर्वात प्रभावीपणे मीटर सॉवर केले जाऊ शकते). कट पूर्णपणे एकसमान असल्याची खात्री करा. जर ते किंचित वाकलेले असेल तर वेल्डिंग प्रक्रियेदरम्यान तुम्हाला गंभीर अडचणींना सामोरे जावे लागेल. पुढे, आपल्याला ग्राइंडरसह चेंफर काढण्याची आणि कडा स्वच्छ करण्याची आवश्यकता आहे. एका विशिष्ट कोनात GOST 16037-80 “वेल्डेड सांधे” नुसार चेम्फर काढला जातो. प्रत्येक पाईपवरील कोन 25-30 अंश असावा.

त्यानंतर. चेंफर काढून टाकल्यानंतर, बुर साफ करणे आवश्यक आहे जेणेकरून ते शिवणाच्या मुळांच्या योग्य निर्मितीमध्ये व्यत्यय आणू नये. हे एका फाईलसह केले जाते. तुम्ही आतून चेंफर आणि बुर्स काढून टाकल्यानंतर, तुम्हाला कडा बोथट करणे आवश्यक आहे, कारण वेल्डिंग प्रक्रियेदरम्यान खूप तीक्ष्ण कोन त्वरीत वितळेल. GOST नुसार, ब्लंटिंग 2 मिमी पर्यंत केले जाते.
विधानसभा
ही पायरी अत्यंत महत्त्वाची आहे, ती अत्यंत काळजीपूर्वक पार पाडा. वेल्डेड जॉइंटचे यश पूर्णपणे योग्य असेंब्लीवर अवलंबून असेल.
नियमानुसार, पाईप डॉक करणे आणि ते हस्तगत करणे आवश्यक आहे. हे करणे आवश्यक आहे जेणेकरून संपूर्ण प्रवेशासाठी योग्य अंतर असेल आणि कोणतेही विस्थापन होणार नाही. मी हे देखील लक्षात ठेवू इच्छितो की पाईप्स विलक्षणतेसह येतात (अगदी गोल नाहीत). NAKS सारख्या गंभीर संस्थेतही, पाईप्स ओव्हल वितरीत केले जाऊ शकतात, जे शेवटी विस्थापनावर परिणाम करेल. नियमांनुसार, 1 मिमीला परवानगी आहे, परंतु तरीही हे बरेच आहे आणि पाईप्सच्या विस्थापन आणि लंबवर्तुळामुळे शिवणाच्या मुळाशी कोणतेही संलयन असू शकत नाही.
पाईप्समध्ये सामील होण्यासाठी, एक सपाट कोपरा किंवा चॅनेल घ्या, ज्यावर ते घातले आहेत आणि एक अंतर सेट केले आहे, जे अंदाजे 2 ते 3 मिमी असू शकते. हे सहसा इलेक्ट्रोडच्या व्यासाद्वारे प्रदान केले जाते, जे फक्त दोन पाईप्समधील संयुक्त मध्ये घातले जाते. आपण 2.5 मिमी इलेक्ट्रोडसह वेल्डिंग करत असल्यास. मग, त्यानुसार, अंतर समान असेल.
नोंद.कोणत्याही व्यासाच्या पाईप्सचा रूट पॅसेज (जर तो खूप मोठा नसेल तर) केवळ 2.5 मिमी इलेक्ट्रोडने वेल्डेड केला जातो. जर तुम्ही थ्राईसमध्ये रूट तयार करण्याचा प्रयत्न केला तर त्यातून काहीही चांगले होणार नाही.
पुढचा मुद्दा मला लक्षात घ्यायचा आहे. NAKS प्रमाणपत्र उत्तीर्ण करताना, कार्य गुंतागुंतीसाठी तुम्हाला 10 मिमी पर्यंत जाडीचे पाईप दिले जाऊ शकतात. अशा जाडीसह, अंतर 3 मिमी पर्यंत वाढवणे आवश्यक आहे. हे लक्षात घेणे आणि त्रुटी करणे देखील आवश्यक आहे की टॅकिंग करताना, धातूच्या तणावामुळे पाईप टॅकिंग साइटवर एकत्र खेचले जाऊ शकते. अंतर मिलिमीटरच्या काही दशांशाने मोठे करा जेणेकरून भविष्यात अडचणी येणार नाहीत.
अधिक विश्वासार्ह डॉकिंगसाठी, आपण चुंबक देखील वापरू शकता. ते दोन्ही बाजूंनी निश्चित केले जाऊ शकतात.
tacks च्या पृष्ठभाग
133 मिमी व्यासासह आणि 4 च्या भिंतीची जाडी असलेल्या पाईपला वेल्ड करण्यासाठी, आपल्याला 50A च्या अंदाजे करंटची आवश्यकता असेल, जे ऑपरेशन दरम्यान समायोजित केले जाऊ शकते. टॅक प्रथम पाईपच्या एका बाजूला ठेवला जातो, नंतर, अनुक्रमे, उलट बाजूस. आवश्यक असल्यास, पाईप्समधील अंतर समायोजित केले जाते. तिसरा टॅक पहिल्यापासून 90 अंशांवर आणि चौथा तिसऱ्याच्या विरुद्ध आहे.

टॅक प्रक्रिया
टॅक्स स्थापित केल्यानंतर, आपल्याला ते चांगले स्वच्छ करणे आवश्यक आहे. त्यांच्या सुरूवातीस आणि शेवटी, संभाव्य दोष (फ्यूजन आणि छिद्रांचा अभाव) दूर करण्यासाठी कट करणे आवश्यक आहे.

रूट वेल्डिंग
हे कार्य प्रभावीपणे पार पाडण्यासाठी, एका टॅकमधून दुसऱ्या टॅकमध्ये हळूहळू शिफ्ट करून "पुढे आणि पुढे" फक्त एक दोलन हालचाल कशी करावी हे शिकणे पुरेसे आहे. वेल्डिंगची गती परिस्थितीवर अवलंबून असते. लांब चाप वापरून तुम्ही पॉथोल्डरवर इलेक्ट्रोड लावू शकता; रूट स्वतःच लहान चापाने शिजवले जाते. आम्ही परत एका कोनात शिजवतो, इलेक्ट्रोड सरळ ते तीक्ष्ण कोनात ठेवता येतो. जर तुम्ही पाईप अर्धा कापला तर, उलट बाजूचा मणी ऑपरेशन पूर्ण झाल्यानंतर चित्रात दर्शविल्याप्रमाणे दिसला पाहिजे.

"अर्ध-सीलिंग" स्थितीत डिव्हाइसवर पाईप टांगून स्वयंपाक करणे सोयीचे आहे. जेव्हा तुम्ही पुढील टॅककडे जाता, तेव्हा ते दाखल करण्याचा सल्ला दिला जातो जेणेकरून रोलर्सच्या जंक्शनवर चांगले फ्यूजन असेल. शक्य असल्यास, प्रक्रिया इलेक्ट्रोड फाडल्याशिवाय घडली पाहिजे. जर पृथक्करण झाले, तर प्रवेश सुनिश्चित करण्यासाठी आपण या क्षणी थोडा प्रवाह जोडू शकता. पुरेसा प्रवेश सुनिश्चित करण्यासाठी आणि धातूमधून जाळणे टाळण्यासाठी परिस्थितीनुसार वर्तमान समायोजित केले जाते. उभ्या स्थितीत वेल्डिंग करताना, आपण नेहमी कमीत कमी विद्युतप्रवाह ठेवू शकता; जेव्हा आपण खालच्या स्थितीत पोहोचता तेव्हा आपण हे लक्षात घेतले पाहिजे की द्रव धातू पाईपमध्ये पडणे सोपे आहे - स्टील देखील जास्त गरम होणार नाही याची काळजी घ्या. या क्षणी खूप.

फेसिंग सीम
फेसिंग पाससह पुढे जाण्यापूर्वी, आपल्याला सीमच्या मुळापासून बेअर मेटल (ट्यूबरकल्स, स्लॅग, अंडरकट्स काढा) वर काढणे आवश्यक आहे. एक लहान खोबणी केली जाते.
इलेक्ट्रोडला सर्पिलमध्ये हलवून सीलिंग स्थितीत फेसिंग सीम वेल्ड करणे सोयीचे आहे.
उभा रस्ता एक "चंद्रकोर हेरिंगबोन" आहे.
ब्रेकअवेशिवाय वेल्डिंग करताना, आपल्या शरीरासाठी आणि हातांसाठी सर्वात आरामदायक स्थिती शोधण्याचा प्रयत्न करा आणि सर्व आवश्यक हाताळणी करण्यासाठी टॉर्चची वायर पुरेशी लांब असल्याची खात्री करा.
जेव्हा आपण स्लॅग मारतो तेव्हा आपले डोळे आणि चेहरा आपल्या हाताने झाकण्याचा सल्ला दिला जातो.
दुसरा मणी वेल्डिंग करताना, आपण एक गॅश करणे आवश्यक आहे.
नोड नियंत्रण
सीमच्या कडा सुमारे 50 मिमीच्या अंतरापर्यंत साफ केल्या जातात (स्प्लॅश, सॅगिंग इ.)
नियंत्रण स्वतः समोरच्या सीमच्या गुणवत्तेच्या व्हिज्युअल तपासणीसह सुरू होते. तथापि, त्याच्यासाठी सहसा कोणतेही प्रश्न उद्भवत नाहीत, जे रूट पासबद्दल सांगितले जाऊ शकत नाही.
जर पाईपने व्हिज्युअल तपासणी उत्तीर्ण केली असेल, तरच ते विना-विध्वंसक पद्धती (अल्ट्रासाऊंड, एक्स-रे) वापरून तपासण्याची परवानगी आहे.
फेशियल पास आवश्यकता:
रोलरची उंची 0.5 - 2 मिमी
रोलरची रुंदी पाईपच्या जाडीच्या 2 ने गुणाकार केली पाहिजे. जर पाईपची जाडी 4 मिमी असेल, तर रोलरची रुंदी 8-10 मिमी असावी.
शिवण गुळगुळीत, सरळ आहे, तराजूची व्यवस्था दाट आहे.
रूट पास:
रिटर्न रोलरची उंची 0.5-1 मिमी आहे.
फ्यूजनची कमतरता आणि प्रवेशाची कमतरता अनुमत नाही.
कमाल मर्यादा स्थितीत वेल्डिंग
वेल्डिंग अनेक टप्प्यांत होते, त्यातील पहिले वेल्डिंग रूट आहे.
शिवण रूट
3 मिमी व्यासासह इलेक्ट्रोड वापरा आणि किमान किंवा मध्यम श्रेणीतील एम्पेरेज वापरा.
परिस्थितीनुसार, वेल्डिंग अनेक प्रकारे केले जाऊ शकते:
- जर उलट बाजूने सॅम्पलिंग आणि वेल्डिंग शक्य असेल तर वेल्डिंग दरम्यान आपण खालच्या बाजूला मणी तयार करण्याकडे लक्ष दिले पाहिजे. ओव्हरहँग्स किंवा अंडरकट नसावेत.
 ).
).
प्लास्टिकची छत: स्थापना वैशिष्ट्ये" href="http://potolokspec.ru/widy/iz-panelej/plastikovye-potolki-787″>
 बैकल सीलिंग स्लॅब).
बैकल सीलिंग स्लॅब).
सीलिंग स्लॅब बैकल: व्यावसायिकांकडून फायदे आणि तुलना" href=»http://potolokspec.ru/widy/iz-plitki/potolochnaya-plita-bajkal-224″>सीलिंग स्लॅब बैकल
या प्रकारच्या वेल्डिंगचा मुख्य फोकस मागील मणीवर असावा. शक्य असल्यास, जास्त फुगवटा टाळण्यासाठी वेल्डिंगचा वेग तळाच्या मणीशी जुळवा. जर शेवटी, आतील रोलर खूप बाहेर पडलेला असेल तर, बेअर मेटलवर नमुना घेणे आवश्यक आहे.
कट भरणे
 संलग्नक_13097" align="aligncenter" width="450"] कटिंग पूर्ण
संलग्नक_13097" align="aligncenter" width="450"] कटिंग पूर्ण
3 मिमी इलेक्ट्रोड वापरून वेल्डिंग मणी 2 आणि 3. सरासरी-जास्तीत जास्त प्रवाह, किंवा 4 मिमी. सरासरी. निवड पहिल्या रोलरच्या रुंदीवर अवलंबून असते. फुगवटा तयार होण्यापासून टाळण्यासाठी, आपण काठावर रेंगाळले पाहिजे, नंतर कमान किंचित काठावर हलवा आणि शिडीच्या बाजूने दुसऱ्या काठावर जा.
आपल्याला वेल्डिंग मणीचा आकार बदलण्याची आवश्यकता असल्यास, वेग बदला, इलेक्ट्रोडला वेगळ्या कोनात वाकवा किंवा चरण आकार वाढवा.
सल्ला! रोलर्स खूप रुंद बनवू नका; ते डाग आणि ठिबकांना कारणीभूत होतील.
4 था आणि 5 था स्तर मागील रोलर्सच्या रुंदीवर अवलंबून असतो - पूर्ण रुंदी, किंवा 2 रोलर्स. खालील स्तर दोलन हालचालींशिवाय सरफेसिंगच्या स्वरूपात केले जातात. काठावर येताना, आपल्याला उपांत्य रोलर आणि काठाच्या दरम्यान लेपित इलेक्ट्रोडच्या व्यासाचे अंतर सोडावे लागेल.
,"en":["dUFCQu9OBBQ","cGoybWZjSis","pXDuDCLxkU4","XEdrAxZFM74","6trSS_3Mwew","6trSS_3Mwew","6trSS_3Mwew"],"de":"[2Q_dS_jvs","dQ_dS_8"],"de":"jCT_jvsgv7" एमएलडब्ल्यू ","yGpxrEdsWiY","hNvNS-QNZHI","ynW-KSk-8EU","QFpJx4OZkEw","dQV7j2J8nYg","O1UNuz1qZ3g","NSz4xFC9l7k","odypbIf8b1s","3mAtv1s","odypbIf8b1s"[3PZAt]" "W257s40VzXk","B9a-i2eZUv8","wCrSV561g4A","W257s40VzXk","bQESOJe0PAo","gA2ZmuTujHY","KJl9xgo2WHs","bQESOJe,,"Vz4x4k","BQESOJe0P""Vz4x4"[Vz4k] OI AZQ"," k36p4agacBk ","2ENrAu4dA0o","1TLO4VImiZI","DmkptaoSBAg","jG211otCuhs","QBWDKtDx2mE","3RzM9gyh2yI","Ob5w1x0lmS0","Ob5w1x0lmS0"],"wBGHD""22GHDT"[20bGHDs:"2010" g": [ "nLZYcBBgi7E","S7S-bGxY9iQ"],"pl":["4ZuE655M0to"],"ro":,"el":["OemjjF94uu0"])



